Proceso de moleteado o garfilado

El moleteado en torno (también llamado garfilado) se realiza en algunas piezas cilíndricas con el objeto de no resbalar entre los dedos para facilitar su manejo. Para ello se labran sobre su superficie exterior unas estrías cruzadas (tipo rombo) o rectas.
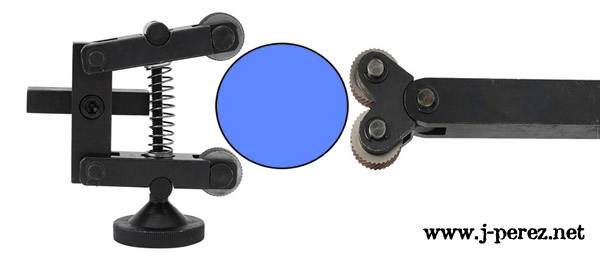
Esta operación se llama moleteado y es realizada sin arranque de viruta con unas ruedas (moletas) aplicadas tangencialmente a gran presión.
Estas moletas están fabricadas con acero templado muy duro y llevan talladas en su parte exterior las estrías con sus diferentes formas y medidas.
La norma DIN 82 regula los diferentes tipos de moleteado que se pueden realizar. Dichos tipos se refieren a la disposición del relieve y a la dirección de las líneas del moleteado. Las formas normalizadas por dicha norma son las siguientes: moleteado simple paralelo, moleteado simple inclinado, moleteado cruzado inclinado y moleteado cruzado ortogonal.

El moleteado se puede realizar de dos formas:
Radialmente, cuando la longitud moleteada (garfilada) en la pieza encaja con la longitud de la moleta a utilizar (generalmente son de 8mm).
Longitudinalmente, cuando la longitud excede a la longitud de la moleta. Para este segundo caso la moleta siempre ha de estar biselada en sus extremos, para facilitar la entrada.
El proceso de garfilado con el torno se realiza presionando las moletas mientras la pieza da vueltas. Durante el proceso, con el objeto de facilitar el labrado y no atascar los surcos que se van formando en la pieza, será necesario lubricar con aceite de corte la superficie de la pieza y las moletas. Dicha presión produce una dilatación del diámetro de la pieza con la forma y medida de la moleta usada.